Tête panoramique à rotation manuelle
Le matériel :
(11 €) Une perceuse à main ( une forte démultiplication vous donnerai plus de précision)
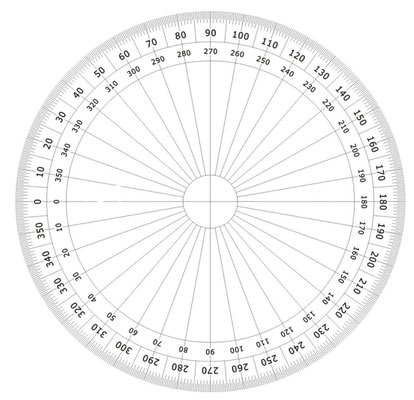
( 2 €) Un rapporteur d’angle circulaire à 360°
(2,60€ ) Un tampon de 111mm de diamètre en aluminium pour la couronne de protection
(récup) Un tube alu de 60mm de diamètre
(0,50€ ) 8 vis de 4mm
(1,00 €) Tube carré de 8 X 8 mm longueur 20cm
(0,20€ ) Un bouchon de tube de chaise (fermeture de la molette d’entraînement)
(récup) Une petite plaque aluminium de 1mm d’épaisseur
( récup Une petite plaque d’aluminium de 3mm d’épaisseur
(2 €) Une scie cloche pour le vernier
(récup) Une bombe de peinture noire
(3€ ) Colle à deux composants
Prix de revient total environ 20 €


Fabrication de la tête panoramique
Démontage de la perceuse :
la manivelle d’entraînement (C), la grande couronne dentée (E), le mandrin (A), les poignées de maintien (B) et (D)
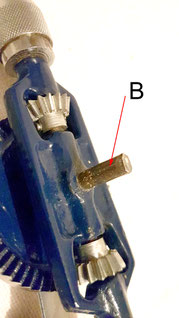
Filetage de l’axe de 8 mm de
diamètre qui maintenait la poignée (B). Cet axe fileté servira à fixer cette tête panoramique sur son trépied


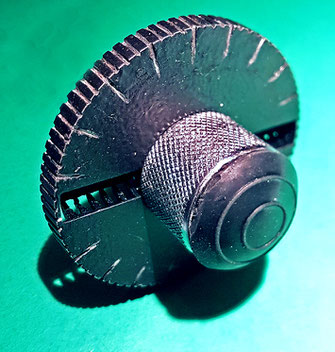
Molette d’entraînement
Le mandrin de la perceuse est utilisé pour faire une molette d’entraînement du plateau gradué. Partie du mandrin recevant le vernier gradué(A), (B) sciage à ce niveau pour garder la partie moletée, (C) la vis du mandrin doit être coupée également à cet endroit
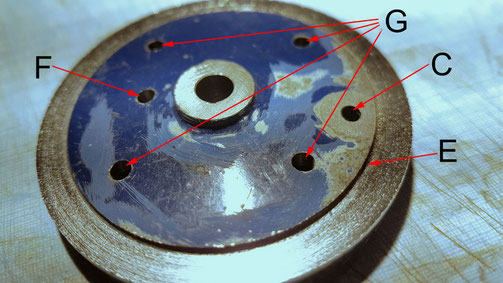
La grande couronne dentée :
Sciage de l’ergot du support de la manivelle (C) qui gène le positionnement de l’entretoise en alu (tube de 60mm)
Perçage de 4 trous diamètre 4mm (G) pour visser la plaque de support de la tête
Perçage d’un trou proche du centre (F) pour fixer la clavette de maintien de l’axe
Redressage à la lime des défauts de parallélismes de cette couronne centrale

Clavette
Fabrication de la clavette de maintien du centre, cette clavette sera maintenue par une vis dans le trou (F
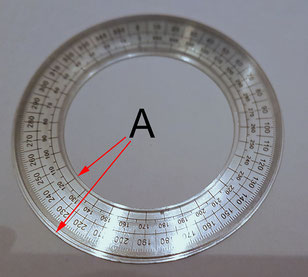
Fabrication du rapporteur 360°
Fabrication d’une rondelle en aluminium servant de support au rapporteur en plastique 360°, cette rondelle a un diamètre intérieur égal à la gorge (E) et un diamètre extérieur égal au rapporteur 360° plus 1mm (A)
Ajustage du rapporteur sur ce disque alu, les diamètres intérieur et extérieur doivent être plus petits de 1mm (A) pour le collage.

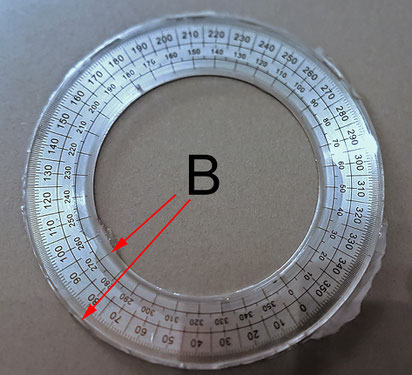
Collage du rapporteur à 360°
Collage (B) avec une colle à deux composants, cette colle peut entrer légèrement entre le disque et le rapporteur.
La colle une fois sèche, il faut limer l’intérieur et le pourtour au ras de la rondelle alu.
Note : ce montage rapporteur sur disque alu sera collé sur la couronne quand tout l’ensemble sera terminé.
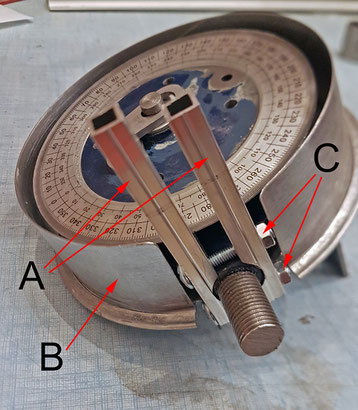
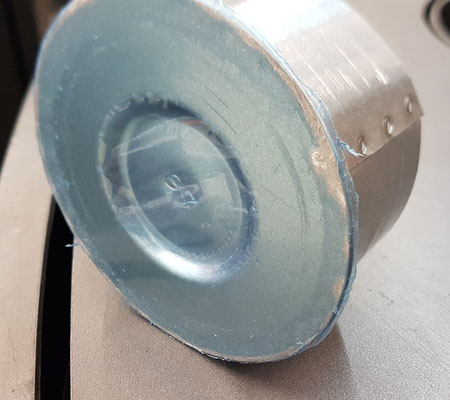
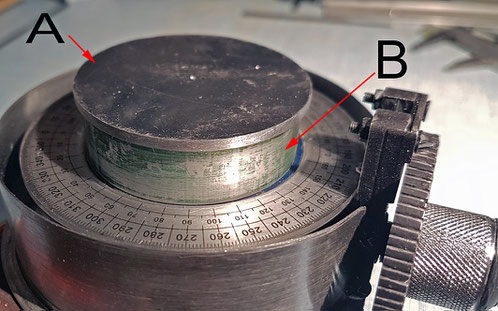
Couronne de protection
Mise en place et ajustage de la couronne de protection en aluminium (B) ( tampon aluminium de 111mm).Ce tampon est diminué en hauteur de manière à dépasser de 5 mm le rapporteur gradué ;
Sur cette photo vous avez également le tube de 8 X 8 mm (A) pour tenir les flèches de réglage, ce tube est fixé avec 2 vis de 4mm (C).
Vous pouvez également réaliser ce porte flèches dans du profilé plein.
La fabrication des réticules (flèches) sera expliquée plus loin
Fabrication du vernier au 1/2 degré :
Il faut connaître le rapport démultiplicateur de cette perceuse : nombre de dents de la grande couronne divisé par le nombre de dents du pignon soit un rapport de
3,7 dans mon cas.
Ensuite il faut diviser en degrés le vernier d’entraînement, mon vernier (support scie cloche) fait 64mm de diamètre, j’ai donc divisé ce disque épais en degrés avec
un compas. Pour le réglage du compas il suffit de connaître la corde d’un arc de cercle de 1 degré. Calcul 2 X r X sin(a/2) soit 0,55849 que je multiplie par 3,7 ce qui me donne
2,066.
Donc pour avancer de 1° il faut tourner le vernier de 1 division de 2,066mm, vous remarquerez que le 1/2 degré est visible.
Note : La plus grosse difficulté a été le traçage et le marquage à la lime de chaque division et il y en a 360 !
Ajustage du vernier sur la molette d’entraînement voir description de cette molette plus haut.
Et pour finir peinture blanche sur le tracé des degrés et noir pour tout le vernier puis collage du bouchon arrière.

Mise en place des flèches de réglage :
Les deux flèches sont taillées dans une équerre en alu.
La hauteur doit être de 1mm au dessus des verniers.
Les vis de 4mm permettent de tenir les deux flèches en même temps, celle du rapporteur 360° en bas et celle du vernier d’entraînement en haut.

Tourelle porte vis kodak
(diamètre: 1/4"un quart de pouce = 6,35 mm )
Confection d’une entretoise cylindrique en aluminium de 20mm de haut (B)
Cette entretoise (B) supporte un disque de 62mm de diamètre et de 3mm d’épaisseur (A) qui sera vissé à la grande couronne (par 4 vis de 4mm de diamètre).
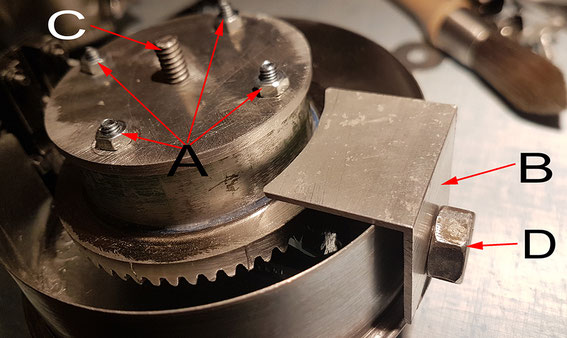
Sur cette photo vous pouvez voir :
Le plateau en aluminium de 3mm d’épaisseur, maintenu par 4 vis de diamètre 4mm (A).
Ces vis seront limées ensuite au ras de l’écrou.
Ce plateau est percé au centre pour le passage d’une vis photo « Kodak » (C) de 6,3mm. Cette vis sera collée sous ce plateau.
En (B) vous avez une équerre porte niveau à bulle, tenue par la vis (D)

Cette photo vous montre le collage de l’entretoise cylindrique (A) à la colle à deux composants.
Cette entretoise soutien la plateau aluminium de 3mm
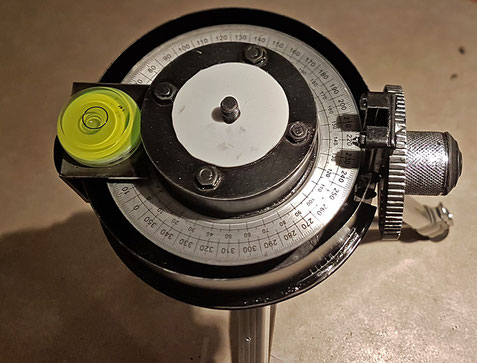
Passons à la finition
Tous les éléments seront peints à la peinture noire satinée en bombe,
Ensuite le montage final, collage du rapporteur 360°, collage du niveau etc
Une rondelle en téflon blanc assure la jonction entre la tête panoramique et le support de l’appareil photo.
Mise en condition



